
當前位置:首頁>預製件(jiàn)生產線(xiàn)

首條全自動(dòng)生產線“閃亮登場”,中鐵十一(yī)局小型預製件製造“換擋提速”
-
製造更加智能化、機械化、規模化的
小型預製(zhì)件智能化全自動生(shēng)產線
為小型預製件製造(zào)“換擋提速”
常見(jiàn)類型:
皮帶(dài)式預(yù)製構件設備、自動(dòng)式預製件生產線
斜拉上料式、皮帶上料
產品詳細
“時間就是金錢,效率(lǜ)就是生命”
在中鐵十一局
深汕西高速改擴建項目廠區(qū)裏
貼著這樣的標語
該廠區創新加工方式
製造更加智能化、機械化、規模化的
小型預製件智能化(huà)全自動生產線
為小型(xíng)預製(zhì)件製造“換擋提速”



深汕西高速改擴建項目小型預製構件廠由四公司智能工裝研究院(yuàn)與深汕西高速(sù)改擴建項目部聯合研發及實施。
生產線分為混凝土布料區、自動升(shēng)降上架區、智(zhì)能(néng)溫控蒸養區、自動升(shēng)降下架區、自動脫模區、機器(qì)人自動碼垛區、空模板回流循環區七大(dà)區域。生產線通(tōng)過各(gè)項自動化設備及完整的生產流程,實現了流水線整體(tǐ)閉環,具有較(jiào)大的經濟效益和良好(hǎo)的社會影響。
01
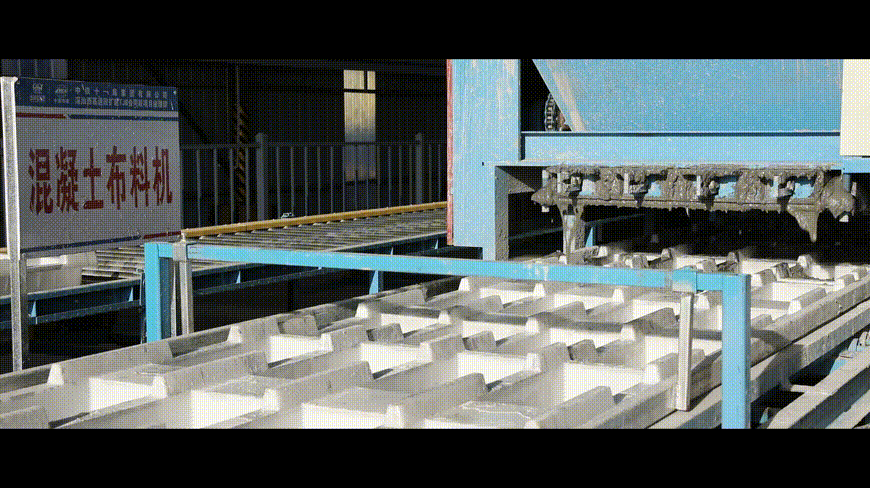
混(hún)凝土布料區
通過拌合站混凝土的輸送設備將混凝土輸送到布料機內,其作用是(shì)通過程序控製布料機(jī)的(de)行走與滾筒線的速度同步,將混凝土送(sòng)到預製(zhì)構件模板內,實現均勻布料。
02
自動升降上架區
澆築完成的混凝(níng)土托盤到達設定位置後,升降機內的伸縮(suō)貨(huò)叉伸出將托盤插起(qǐ)並升降,逐一將(jiāng)托盤放入5級貨架內,每個貨架堆(duī)滿完成(chéng)後,由自動輸送線將貨(huò)架輸送至(zhì)智能恒溫恒濕蒸養室(shì)養護。

03
智能溫控蒸養區
智能溫控(kòng)蒸養室主要由蒸養房、蒸汽發生器、自(zì)動溫控係統組成,預製塊構(gòu)件在進入(rù)蒸養房後蒸汽發生器通過(guò)管道將蒸汽輸送到密閉(bì)蒸養房,在溫控係統(tǒng)上輸入養護時間及養護溫度即可達(dá)到養護效果。

04
自動升降下架區
預製塊蒸養完(wán)成後,通過自動輸送線到達出庫升降(jiàng)機位置(zhì),升(shēng)降(jiàng)機將成型的(de)預製塊托盤插起並升降,逐一將5級貨架(jià)上托盤放入脫模輸送線,進入脫模區域。

05
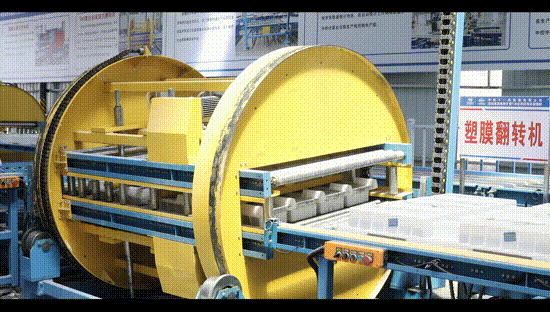
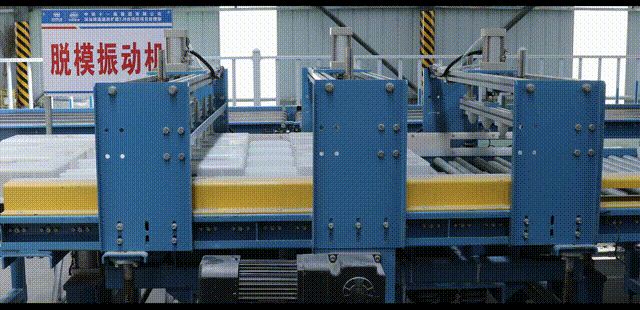
自動脫模區
托(tuō)盤模具(jù)清洗完成後,反向托盤進入自動(dòng)鼠籠式翻轉機,光電對射傳感器檢測(cè)到位PLC給出指令,氣缸下壓,夾緊(jǐn)定(dìng)位托盤,實現托盤翻轉(zhuǎn)180度。
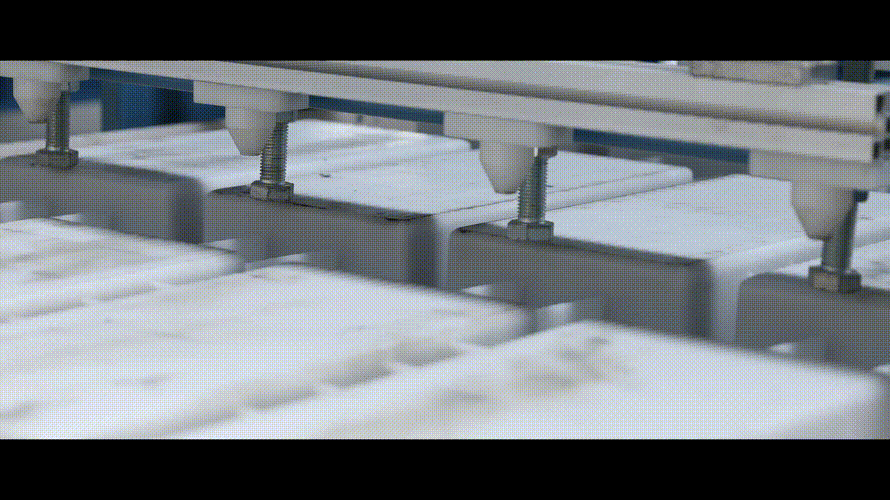
脫模後的預製件與模盒輸送至(zhì)此工位後,定位機(jī)構將托盤定位歸正,龍門抓(zhuā)取機通過氣缸將托盤抓取並移至空托盤放置自(zì)動輸送線係統,進入模具自動噴脫模油站作業。
06
機器人(rén)自動碼垛區
自動碼(mǎ)垛機器人主要由真空吸盤、數(shù)據統計分(fèn)析係統組成。根(gēn)據預設(shè)程序對預製件進行碼垛,係統帶有數量統計功(gōng)能,能自動統計上傳(chuán)碼垛數量並分析計算出當前生(shēng)產線的剩餘產能。
07
空模板回流循環(huán)區
托盤先進入(rù)自動鼠籠式翻轉機,使托盤(pán)正麵(miàn)朝上,然(rán)後由自動輸送線輸(shū)送至脫模劑自動噴塗站,通過流量控製可實現脫模(mó)劑均勻高效噴塗。再由(yóu)輸送線進入布料流程,開始循環(huán)下循環施工。
空托盤自動清洗、塗油(yóu)
該全自動生產線
實現了24小時連續自動化生產
較傳統預製工藝
效率提(tí)高70%
僅需兩組6個人工
相比傳統人工生產節省了85%以上的勞動力

小型預製件全(quán)自動生產線的正式(shì)投產使用(yòng),讓深(shēn)汕西高速改擴建項目在項目建(jiàn)設及項目管理升級跑出(chū)了“加速度”,有效提(tí)高(gāo)施工作業效率,運用信息化管控,增強(qiáng)協同(tóng)管理水平。同時小預製件市場需(xū)求大,應用前景廣闊,建造小型(xíng)預製件全(quán)自(zì)動生產線將是高速公路改擴建等類型工程的“必需品”,經濟效益將(jiāng)逐步顯現。

(本文轉載自中鐵十一局集團)





